

Вложить модель не могу не дает ни зип, ни стл прикрепить


 1 Голосов
1 Голосов
Продвинутый пользователь


Отправлено 03 февраля 2018 - 17:37
,:"*,:"* Море Мартовского ,:"*,:"*
Продвинутый пользователь
Отправлено 03 февраля 2018 - 18:59
Во! с компьютера получилось.
Вашему вниманию,
крепеж для контроллера rw-4
 держатель RW4 (1).zip 22,84К
272 скачиваний
держатель RW4 (1).zip 22,84К
272 скачиваний
,:"*,:"* Море Мартовского ,:"*,:"*
Продвинутый пользователь
Отправлено 03 февраля 2018 - 21:34
Продвинутый пользователь

Отправлено 04 февраля 2018 - 06:57
Да просто моделька, из папки взял первую попавшуюся, к морю отношения не имеет.
Можно вообще пост удалить.
Продвинутый пользователь

Отправлено 23 февраля 2018 - 07:51

Популярное сообщение!
Небольшая моделька для печати переливных решеток в openscad. Понадобилось срочно несколько дней назад.
Length = 200; // длина линейки
BladeHeight = 23; // высота лезвия
BladeThickness = 2.8; // толщина лезвия
BaseHeight = 4; // высота основания
BaseThickness = 5; // толщина основания
CylinderHeight = 60; // высота стоек
CylinderThickness = BaseThickness; // диаметр стоек
CylinderStep = 8; // расстояние между стойками
TopHeight = 4; // высота верхушки
TopThickness = BaseThickness; // толщина верхушки
Smooth = 180; // сглаживание: 10-20 для прикидки, 180-360 для конечной модели
// строим основание
cube(size = [Length,BaseThickness,BaseHeight], center = true);
// делаем расчеты для центровки стоек
NumberOfCylinder = floor (Length / (CylinderThickness + CylinderStep)); // вычисляем количество стоек
Offset = (Length - NumberOfCylinder*(CylinderThickness + CylinderStep))/2 + CylinderStep/2; // определяем смещения для центровки
// расставляем стойки
for (i = [-(Length/2-CylinderThickness/2)+Offset : CylinderThickness + CylinderStep : Length/2])
translate ([i,0,BaseHeight/2+CylinderHeight/2])
cylinder(h=CylinderHeight, d1=CylinderThickness, d2=CylinderThickness, center=true, $fn=Smooth);
// строим вершину
translate ([0,0,(BaseHeight/2+CylinderHeight)+TopHeight/2]) cube(size = [Length,TopThickness,TopHeight], center = true);
// строим лезвие
translate ([0,-(BaseThickness/2-BladeThickness/2),-BladeHeight/2-BaseHeight/2])
cube(size = [Length,BladeThickness,BladeHeight], center = true);
Копируете текст модельки в openscad.
Задаете параметры решетки в соответствии со следующим рисунком.

Экспортируете в stl и печатаете любые варианты.

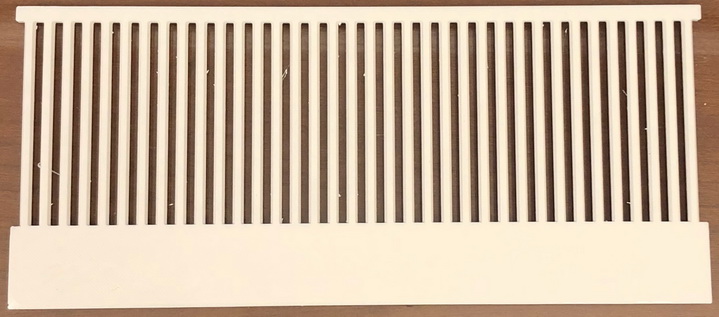
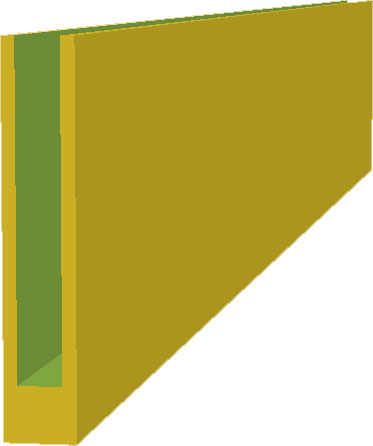
Размеры лезвия расчитаны, чтобы вставить в стандартную направляющую aquamedic.
Но если у ее нет, то не представляет проблем ее напечатать.
Length = 200; // длина направляющей
Height = 27; // высота направляющей
Thickness = 5; // толщина направляющей
BladeHeight = 23; // высота лезвия
BladeThickness = 2.8; // толщина лезвия
Gap = 0.25; // зазор между пазом и линейкой
difference () // вырезаем паз из направляющей
{
cube(size = [Length,Thickness,Height], center = true); // строим основание
translate ([0,0,(Height-BladeHeight)/2]) // сдвигаем паз к верху направляющей
cube(size = [Length,BladeThickness+Gap,BladeHeight+Gap], center = true); // строим паз под линейку
}
Продвинутый пользователь
Отправлено 28 февраля 2018 - 21:37
Популярное сообщение!
Для банки с муреной понадобилось сделать перелив Херби на 2" трубу.
Делать было лень, поэтому решил нарисовать и напечатать.
Заодно подумал что можно сразу сделать его правильным - то есть с регулировкой по высоте,
так как отсутствие нормальной регулировки по высоте является очевидной проблемой всех переливов.
Так как никогда неизвестно на какую трубу он понадобится в следующий раз,
решил сразу его полностью параметризовать в openscad,
чтобы можно было легко изменить под любые диаметры труб и размеры шахты.
Вот что получилось.

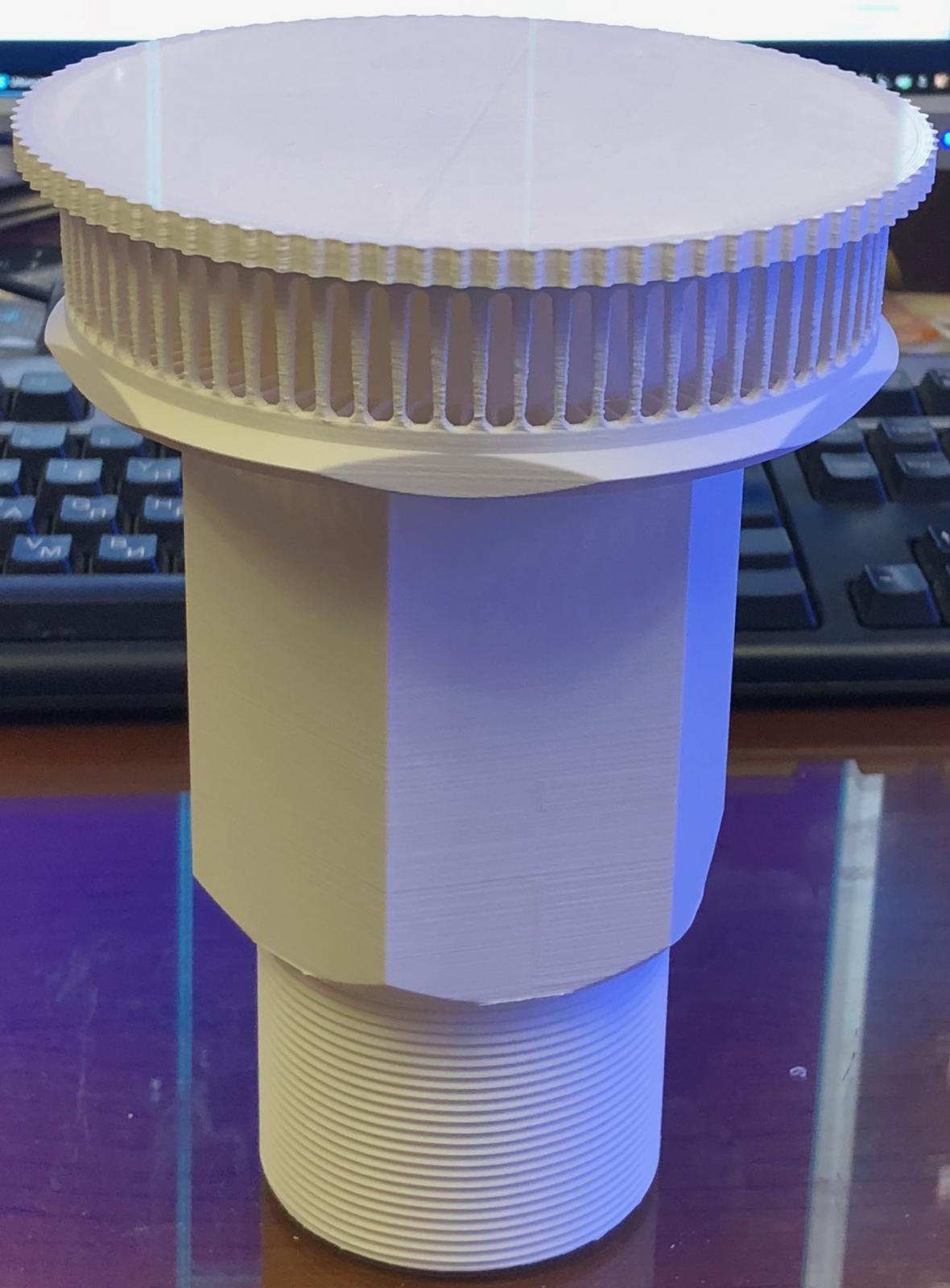
Достаточно удобно.
Файлы для печати в приложенном архиве.
 herbi.rar 10,53К
330 скачиваний
herbi.rar 10,53К
330 скачиваний
Все файлы небольшие и предельно понятные.
hub.scad - основание с резьбой, которое одевается на трубу.
base.scad - регулировочная шайба, которая при вращении движется вверх-вниз и регулирует высоту.
grid.scad - нижняя решетка.
cap.scad - крышка.
herbi_constant.scad - здесь задаются все размеры.
Ввел даже для удобства такую полезную функцию как подсчет проходного сечения отверстий в крышке и решетке.
Если пользователь задает размеры компонентов, таким образом,
что суммарное проходное сечение отверстий будет меньше проходного сечения трубы перелива,
то он это сразу увидит.
Продвинутый пользователь
Отправлено 03 марта 2018 - 12:01
Популярное сообщение!
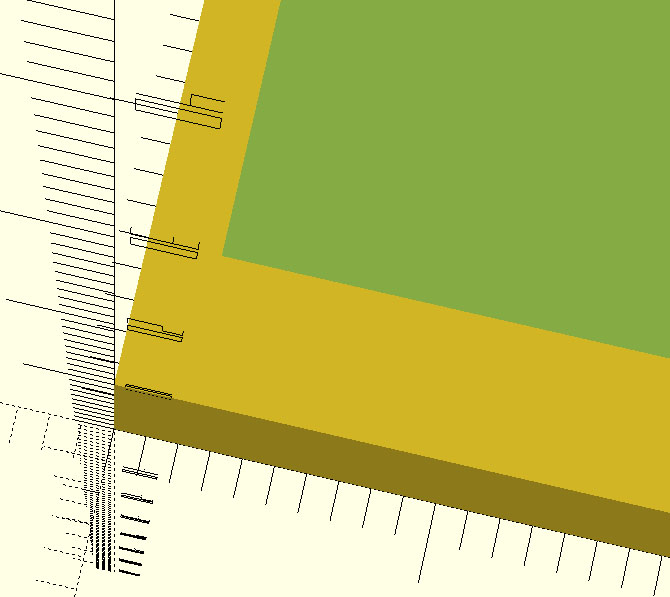
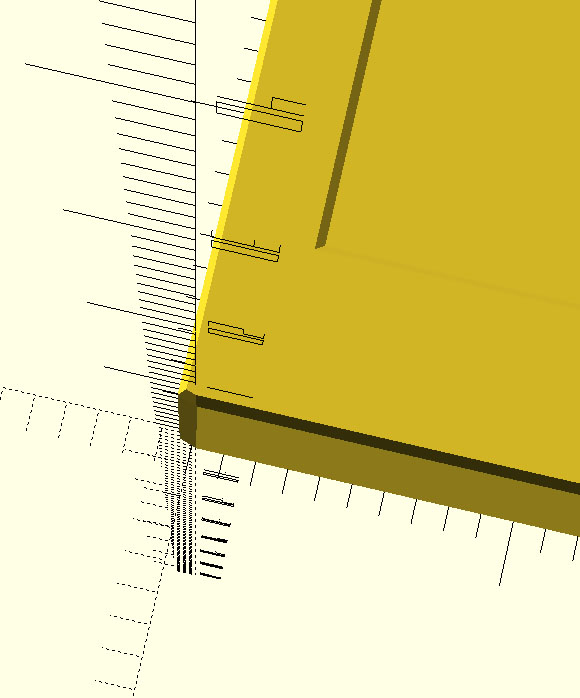
Уже несколько человек спросило можно ли сгладить углы у прорезей в решетке у перелива herbi.
Для приведенных в примере размеров этого лучше не делать, так как стойки станут тоньше.
Да и вообще это не нужно, так как при печати на принтере углы все равно получаются относительно гладкими.
Кроме того суммарное сечение проходных отверстий в решетке и крышке превышает проходное сечение трубы перелива почти в 3 раза, поэтому сглаживание углов и повышение ламинарности потока не требуется.
Однако для тех кому очень хочется для красоты сгладить покажу быстро как это сделать.
OpenSCAD это не визуальный редактор, а параметрический язык описания моделей.
Поэтому очевидных способов сгладить кромки у него нет.
К относительно не очевидным способам можно отнести наложение на угол какого-нибудь цилиндра или сферы.
Это примитивно, но гемморойно если надо сгладить много углов.
Самый неочевидный, но тем не менее самый правильный метод - это воспользоваться математикой, в частности суммой минковского.
Предположим у нас есть нарисованный объект - подставка для телефонов.
NubmerOfPhones = 8;
NubmerOfBigPhones = 3;
BigPhoneWidth = 90;
SmallPhoneWidth = 80;
PadHeight = 10;
SmallPhone_Thickness = 12;
BigPhone_Thickness = 16;
SpaceBetweenPhones = 12;
BoxWall = 4;
difference ()
{
cube ([NubmerOfPhones*(SpaceBetweenPhones+SmallPhone_Thickness)+BoxWall*2-SpaceBetweenPhones,BigPhoneWidth+BoxWall*2,PadHeight]);
for (i=[BoxWall+SmallPhone_Thickness/2:SpaceBetweenPhones+SmallPhone_Thickness:NubmerOfPhones*(SpaceBetweenPhones+SmallPhone_Thickness)])
{
translate ([i-SmallPhone_Thickness/2,BoxWall+(BigPhoneWidth-SmallPhoneWidth)/2,BoxWall/2])
cube ([SmallPhone_Thickness,SmallPhoneWidth,PadHeight]);
}
for (i=[BoxWall+SmallPhone_Thickness/2:SpaceBetweenPhones+SmallPhone_Thickness:NubmerOfBigPhones*(SpaceBetweenPhones+SmallPhone_Thickness)])
{
translate ([i-BigPhone_Thickness/2,BoxWall,BoxWall/2])
cube ([BigPhone_Thickness,BigPhoneWidth,PadHeight]);
}
}
Рисуем на углу маленькую сферу, так чтобы соприкасалась с изделием и немного торчала за его пределы.
sphere (d=1);

Далее просто берем сумму минковского этой сферы и деталью на которой надо снять фаски.
NubmerOfPhones = 8;
NubmerOfBigPhones = 3;
BigPhoneWidth = 90;
SmallPhoneWidth = 80;
PadHeight = 10;
SmallPhone_Thickness = 12;
BigPhone_Thickness = 16;
SpaceBetweenPhones = 12;
BoxWall = 4;
minkowski ()
{
difference ()
{
cube ([NubmerOfPhones*(SpaceBetweenPhones+SmallPhone_Thickness)+BoxWall*2-SpaceBetweenPhones,BigPhoneWidth+BoxWall*2,PadHeight]);
for (i=[BoxWall+SmallPhone_Thickness/2:SpaceBetweenPhones+SmallPhone_Thickness:NubmerOfPhones*(SpaceBetweenPhones+SmallPhone_Thickness)])
{
translate ([i-SmallPhone_Thickness/2,BoxWall+(BigPhoneWidth-SmallPhoneWidth)/2,BoxWall/2])
cube ([SmallPhone_Thickness,SmallPhoneWidth,PadHeight]);
}
for (i=[BoxWall+SmallPhone_Thickness/2:SpaceBetweenPhones+SmallPhone_Thickness:NubmerOfBigPhones*(SpaceBetweenPhones+SmallPhone_Thickness)])
{
translate ([i-BigPhone_Thickness/2,BoxWall,BoxWall/2])
cube ([BigPhone_Thickness,BigPhoneWidth,PadHeight]);
}
}
sphere (d=1);
}
Вот и все, парой строк описания сняли фаски со всех углов детали и внутри и снаружи.
Если нам надо не просто снять фаски, а именно скруглить углы, то просто сферу надо нарисовать более круглую.
sphere (d=1,$fn=36);

Продвинутый пользователь
Отправлено 03 марта 2018 - 12:06
,:"*,:"* Море Мартовского ,:"*,:"*
Продвинутый пользователь
Отправлено 03 марта 2018 - 15:23
Отвечу сразу на вопросы, которые часто задают в личке и по мылу.
1. Нет, я не печатаю на заказ. Но на форуме куча людей, которые имеют 3D-принтер и с ними можно легко договориться за разумные деньги.
2. Нет, я не разрабатываю на заказ. Это вещи, которые понадобились лично мне, для моих аквариумов. Я их нарисовал для себя, и заодно может кому-нибудь еще пригодится.
3. Да, все что выкладываю можно использовать как угодно в коммерческих и некоммерческих целях, можно менять, дорабатывать, ставить свою фамилию, убирать мою и т.д.
4. Нет, в большинстве случаев рисовать в OpenSCAD не быстрее чем в SolidWorks. Но при необходимости не нарисовать конкретную 3D-картинку, а описать универсальную модель на все диаметры, размеры и случае жизни OpenSCAD намного удобнее и быстрее.
5. Да, и в SolidWorks и в AutoCAD есть языки описания моделей, в которых можно сделать намного больше и грамотнее чем в OpenSCAD вплоть до автоматического пересчета прочностных характеристик. Но это очень сложно, и я этого не умею.
6. Себестоимость деталей, напечатанных на 3D-принтере очень низка. Для конкретного Херби расходуется 250г. При стоимости фирменного пластика 33 евро за 750г себестоимость перелива получается 11 евро. Но это огромный перелив диаметром 120мм на 2" трубу и с высотой регулировки 95мм. Такой-же перелив на 1" трубу и с высотой регулировки 60мм будет обходиться по фирменному пластику максимум в 4 евро. Если печатать из китайского пластика то еще вдвое дешевле. Электроэнергию в расчет не беру, она дешевая.
7. 3D-принтеры печатают долго. Данный перелив полностью печатается 34 часа 39 минут. Но он печатается сам, включили и забыли.
8. Модели сделаны под пластик типа PLA. Можно теоретически печатать из любого пластика. Но с PLA у новичков намного меньше проблем. Кроме того под другие пластики, возможно придется немного изменить зазоры резьбы, так как у них могут быть другие параметры усадки и деформации.
Продвинутый пользователь
Отправлено 03 марта 2018 - 16:07
Борис, а как PLA себя ведет в теплой воде? Есть опыт долгого использования?
Продвинутый пользователь
Отправлено 03 марта 2018 - 16:42
Борис, а как PLA себя ведет в теплой воде? Есть опыт долгого использования?
Есть опыт круглосуточного использования 2 года использования под давлением 6 атм при температуре до 38 градусов и постоянных перепадах 20-38.
Проблем и износа нет. Но больше 40 я бы не рекомендовал использование. При 50 он уже начинает размягчаться, прочность падает сразу раз десятки раз.
Если надо работать при относительно высоких температурах, то лучше ABS.
Продвинутый пользователь
Отправлено 03 марта 2018 - 18:45
Мне PETG больше нравится, с АВС как то не сложились отношения 
2 года использования под давлением 6 атм при температуре до 38 градусов
Вот тебе и биоразлагаемый 
Я PLA использую для проверки модели, и выявления косяков, а в аквариум как то опасаюсь его засовывать.
Сам я не рисую, сын использует солид, такие вещи как решетка в нем удобнее делать, очень легко изменять параметры массива и рисовать любыми дугами. Получается быстрее чем скаде делать. За то в скаде легко поменять параметры да же чайнику, особенно если как у тебя написаны развернутые комментарии 
Продвинутый пользователь
Отправлено 03 марта 2018 - 18:56
Мне PETG больше нравится, с АВС как то не сложились отношения
Я с ABS начинал на makerbot-2x, поэтому хорошо знаю тонкости печати на нем.
Хотя, это наверно самый мерзкий материал для домашней печати.
Он он очень универсальный.
Промышленный принтер у меня на работе печатает на 99% загружен печатью ABS.
PETG я не использую, так как его нет в линейке стандартных пластиков ultimaker.
https://ultimaker.co...l-compatibility
Я использую только оригинальные пластики.
Цена на них невысока, а качество заметно лучше китайских.
Да и просто удобно сделано. На катушке NFC метка - вставил катушку,
принтер сам узнал материал и сразу загрузил профиль под него.
Продвинутый пользователь
Отправлено 03 марта 2018 - 18:57
Вот тебе и биоразлагаемый
Он биоразлагаемый в смысле что лет за 100 в морской воде наверняка разложится 
Продвинутый пользователь
Отправлено 03 марта 2018 - 19:07
Нуда, а к тому времени или падишах или ишак помрет
Но нагрев он не любит однозначно. На новом кубике в принципе нормально сейчас и АВС печатает.
Продвинутый пользователь
Отправлено 03 марта 2018 - 19:16
Нуда, а к тому времени или падишах или ишак помрет
Но нагрев он не любит однозначно. На новом кубике в принципе нормально сейчас и АВС печатает.
С ABS дома аккуратнее. Им можно не хило отравиться, если нет адекватной вытяжки или хотя-бы вентиляции.
Продвинутый пользователь
Отправлено 03 марта 2018 - 19:22
Нет, пока вытяжки не было и не печатали.
Продвинутый пользователь

Отправлено 04 марта 2018 - 10:13
Борис, по классификации ультимакеров это материал CPE.Я с ABS начинал на makerbot-2x, поэтому хорошо знаю тонкости печати на нем.
Хотя, это наверно самый мерзкий материал для домашней печати.
Он он очень универсальный.
Промышленный принтер у меня на работе печатает на 99% загружен печатью ABS.
PETG я не использую, так как его нет в линейке стандартных пластиков ultimaker.
https://ultimaker.co...l-compatibility
Я использую только оригинальные пластики.
Цена на них невысока, а качество заметно лучше китайских.
Да и просто удобно сделано. На катушке NFC метка - вставил катушку,
принтер сам узнал материал и сразу загрузил профиль под него.
Продвинутый пользователь
Отправлено 04 марта 2018 - 10:15
Он биоразлагаемый. Почитайте спецификации. 20 минут при 200 градусах в печи или 20-50 лет в грунте. Этого достаточно для не загрязнения среды.Он биоразлагаемый в смысле что лет за 100 в морской воде наверняка разложится



0 пользователей, 1 гостей, 0 анонимных

 |
