
Это в ответ на то что надо ставить 100% заполнение чтобы прочность была
Это разные вещи абсолютно.


 1 Голосов
1 Голосов
Продвинутый пользователь


Отправлено 07 августа 2017 - 17:41
Это в ответ на то что надо ставить 100% заполнение чтобы прочность была
Это разные вещи абсолютно.
Продвинутый пользователь

Отправлено 07 августа 2017 - 17:44
Это разные вещи абсолютно.
Не понял. Разные вещи это про что ? Разные пластики ?
Продвинутый пользователь
Отправлено 07 августа 2017 - 18:23
Детали разной конструкции. зачем сравнивать крестовину в движущемся механизме с знакопеременными нагрузками и стоящую неподвижно опору?
Продвинутый пользователь
Отправлено 07 августа 2017 - 19:31
Детали разной конструкции. зачем сравнивать крестовину в движущемся механизме с знакопеременными нагрузками и стоящую неподвижно опору?
Какая крестовина ? В сообщении шла речь о том что PETG если не 100% заполнение не держит нагрузку на изгиб. Я привел просто пример что даже при 0% заполнении PLA достаточно прочен как раз на изгиб. И кстати на эту стоящую неподвижно опору выламывающая нагрузка идет значительная когда на ней закреплена перемешивающая помпа.
Продвинутый пользователь

Отправлено 07 августа 2017 - 19:55
Вот попробовал ради интереса.
Прозрачный PLA, заполнение 0%, то есть направляющая полая внутри.
Вот такую детальку руками сломать я не могу.
Думаю что эту деталь сломает любой человек в два счета руками вдоль волокон  .
.
Какая крестовина ? В сообщении шла речь о том что PETG если не 100% заполнение не держит нагрузку на изгиб. Я привел просто пример что даже при 0% заполнении PLA достаточно прочен как раз на изгиб. И кстати на эту стоящую неподвижно опору выламывающая нагрузка идет значительная когда на ней закреплена перемешивающая помпа.
Крестовина я так понимаю от дозатора. Дело в том что пластики все разные и у них разные характеристики и на характеристики очень влияет краситель, это у всех пластиков, не только petg. То что я ломал руками деталь на petg с 90% заполнением говорит о том что у пластика не важная спекаемость слоев, так как он трескался по слоям, на что мог повлиять краситель и не правильно подобранная температура экструзии. Пластик был синий, не прозрачный, наших ребят syntechlab, натуральный пока лежит, я не пробовал, может он и получше будет.
Это все не важно  . Вам нравится заполнение 0%, вас устраивает, выполняет свои функции для вас - это замечательно, пользуйтесь . В той среде, где я общаюсь - детали с меньшим заполнением чем 80%, не важно на каком принтере, не важно каким пластиком - это на полочку.
. Вам нравится заполнение 0%, вас устраивает, выполняет свои функции для вас - это замечательно, пользуйтесь . В той среде, где я общаюсь - детали с меньшим заполнением чем 80%, не важно на каком принтере, не важно каким пластиком - это на полочку.
Продвинутый пользователь
Отправлено 07 августа 2017 - 20:05
Думаю что эту деталь сломает любой человек в два счета руками вдоль волокон
Приличные слайсеры эти шутки знают
Поэтому он кладут все слои как минимум под 45 градусов, а на самом деле сложнее под разными углами.
Моэтому нет явно выделенного направления вдоль волокн.
Это же не говядина
Слабое место - это в высоту.
Продвинутый пользователь
Отправлено 07 августа 2017 - 20:09
В той среде, где я общаюсь - детали с меньшим заполнением чем 80%, не важно на каком принтере, не важно каким пластиком - это на полочку.
В 3D печати я как 4 года, ровно с тех пор как мы под один окр прикупили makerbot replicator 2, печатает он только на pla, но как хорошо печатает
Ну да, в той среде где считается что makerbot replicator 2 печатает хорошо, даже 100% заполнение - это сразу на полочку
Продвинутый пользователь
Отправлено 07 августа 2017 - 20:38

Популярное сообщение!
Приличные слайсеры эти шутки знают
Поэтому он кладут все слои как минимум под 45 градусов, а на самом деле сложнее под разными углами.
Моэтому нет явно выделенного направления вдоль волокн.
Это же не говядина
Слабое место - это в высоту.
Я вам скажу что все известные мне слайсеры это знают, но слой остается слоем, как бы он не печатался - под 45, да хоть зигзагом - он слой и это слабое место.
Ну да, в той среде где считается что makerbot replicator 2 печатает хорошо, даже 100% заполнение - это сразу на полочку
Я искренне рад за вас, что вы не относитесь к этой среде .
Мы же здесь обсуждаем печатаемые, нужные штуки для моря, вроде топик об этом .
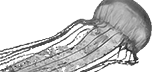
Вот есть модель держателя для всяких пипеток и шприцов, мне очень пригодилась - навести порядок:

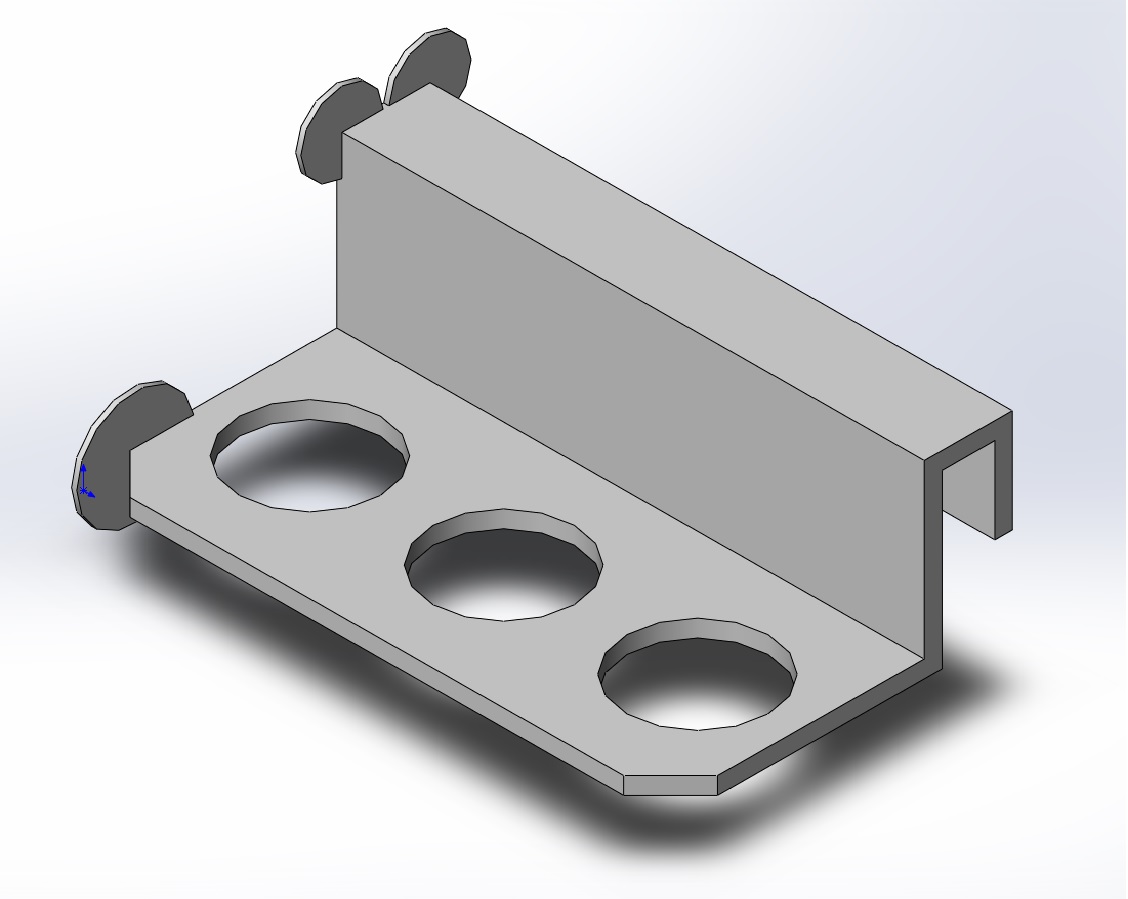
файлы  holders.zip 228,29К
294 скачиваний
holders.zip 228,29К
294 скачиваний
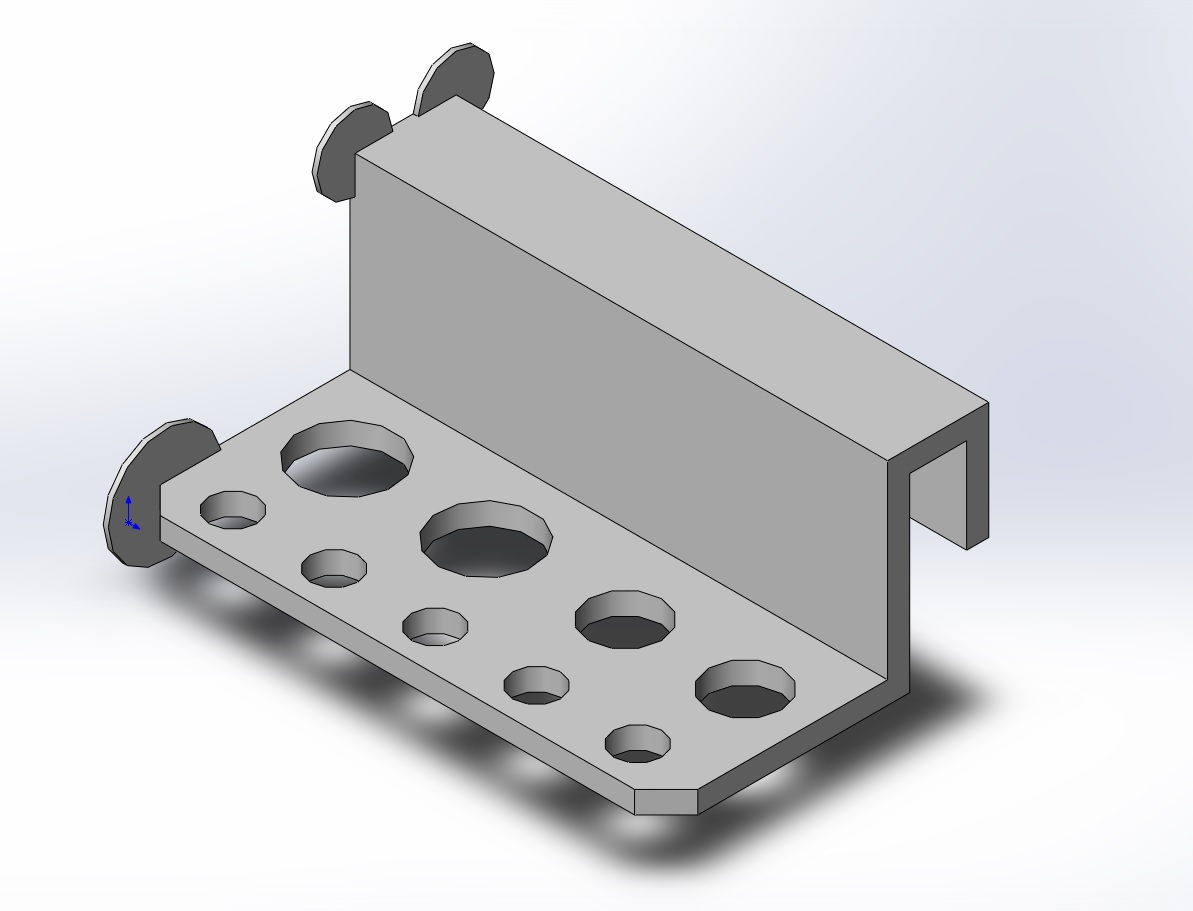
Сегодня нарисовал на вскидку держатель для MP40, но пока не печатал , принтер загружен другим.
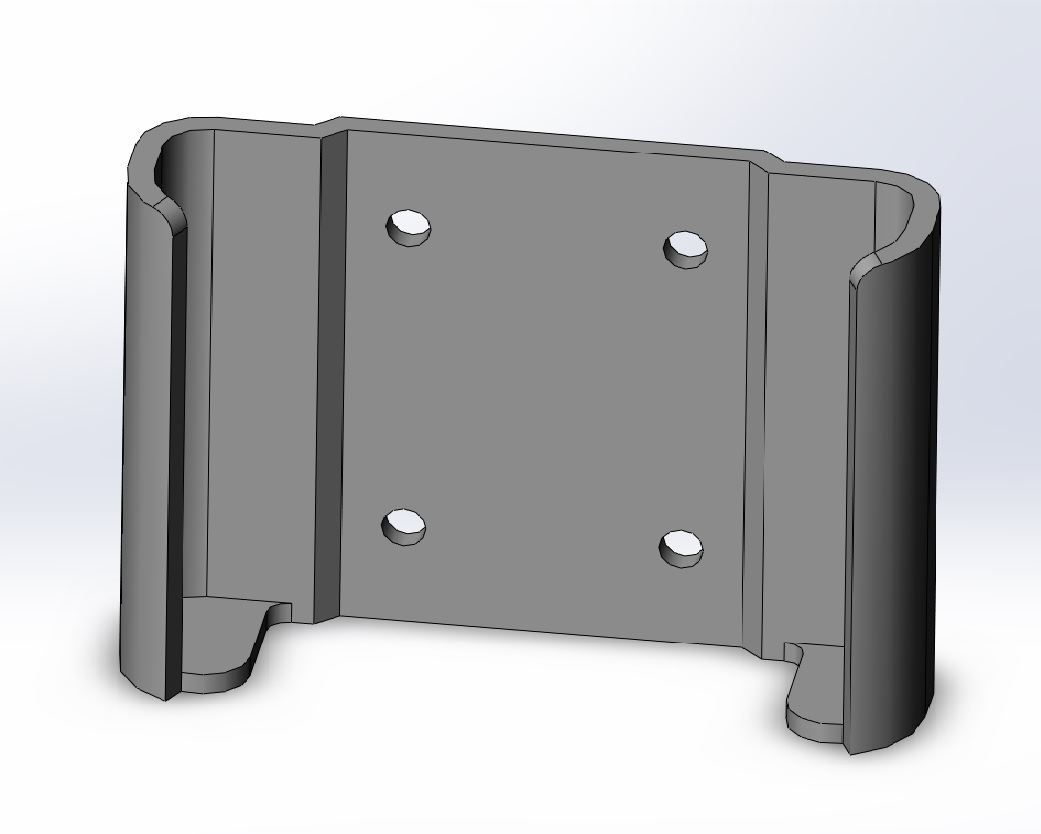 файл
MP40holder.zip 167,8К
302 скачиваний
файл
MP40holder.zip 167,8К
302 скачиваний
Продвинутый пользователь
Отправлено 07 августа 2017 - 20:57
Вот тема на rc.com очень мне понравилось что вытворяет "мерзавец"
http://reefcentral.c...05&highlight=3d
Продвинутый пользователь
Отправлено 07 августа 2017 - 21:05
)))
Продвинутый пользователь
Отправлено 07 августа 2017 - 22:22
Ну и нафига я себе крепление для mp40 рисовал?
Выкладывай .
Продвинутый пользователь
Отправлено 07 августа 2017 - 23:02
Продвинутый пользователь
Отправлено 07 августа 2017 - 23:37
Но я с зацепом делаю. Чтобы на банку повесить можно было.
Хороший вариант.
Ты сканируешь форму?
Не, так нарисовал примерно по размерам, т. к. оно у меня есть .
Продвинутый пользователь

Отправлено 07 августа 2017 - 23:58
Смешно. Дайте конкретные примеры разложения пла в био среде.PLA подойдет только для пробной печати, посмотреть что нарисовал
Единственный плюс цена.
Продвинутый пользователь
Отправлено 08 августа 2017 - 00:05
Борис, пла разлагается пиролизно при температуре 200 градусов. На молочную кислоту и азот кажется. В естественных условиях очень долго идет процесс. По трению - согласен. По углам печати - несогласен. Дайте меньше слой и сильнее обдув.Неправда. Я из него печатаю кучу чего для промышленности. Разлагается он очень не быстро.
За 3-4 года эксплуатации аппаратуру в уличных условиях никаких внешних изменений не обнаруживается.
Из него не стоит печатать трущиеся части, типа ШВП или направляющих, так как он плохо скользит сам по себе в отличии от ABS.
Также его сложно загладить. Парами ацетона тут не отделаешься.
Но за счет малой усадки, хорошей сцепляемости с платформой и некритичности к ошибкам проектировки лучше материал найти сложно.
Также он позволяет без поддержек печать нависающие элементы почти под 70 градусов. ABS только под 45.
Продвинутый пользователь
Отправлено 08 августа 2017 - 00:15
Очень интересенТаких данных действительно никто не приводит. Но в буржуйсуких банках уже достаточно из PLA вещей. Вроде проблем нет.
Если есть хороший принтер и опыт в рисовании под него то можно печатать и другими материалами.
Их сейчас в активном использовании больше десятка.
Я в основном на домашнем принтере помимо PLA использую нейлон чтобы получить гибкость и хорошее скольжение и поликарбонат, если надо печатать что-то негорючее.
На профессиональном принтере я на 90% печатаю из ABS, так как это наиболее универсальный материал.
Но он для качественной печати требует термостабилизированной подогреваемой камеры, которая в домашних принтерах отсутствует как класс.
 для печати еще sbs (pet-g) пластик. По сути пет бутылка пластиковая. Я из него печатал специальную воронку- распылитель в фильтр биопеллетсов. Самое биоагрессивное место. И там же из пла решетка фильтра. Полгода - разницы никакой на обоих. В акве держу кронштейн специально - ему год непрерывной жизни под лампой на протоке. Зарос весь, но деградации не видно при очистке.
для печати еще sbs (pet-g) пластик. По сути пет бутылка пластиковая. Я из него печатал специальную воронку- распылитель в фильтр биопеллетсов. Самое биоагрессивное место. И там же из пла решетка фильтра. Полгода - разницы никакой на обоих. В акве держу кронштейн специально - ему год непрерывной жизни под лампой на протоке. Зарос весь, но деградации не видно при очистке.
Продвинутый пользователь
Отправлено 08 августа 2017 - 00:18
Фенолы он выделяет, подлец.Стола недостаточно. Нужна закрытая подогреваемая камера.
Иначе сложных деталей не напечатать.
ABS это наверно самый гемморойный материал для печати.
Просто он самый универсальный.
В инструкциях к ABS пишут что он не предназначен для контакта с пищевыми продуктами.
Думаю это связано с тем что при нагреве он выделяет всякую гадость.
Это следует учитывать при печати. помещение должно хорошо проветриваться.
При печати PLA таких требований нет.
Но что касается кораллов - думаю им пофиг.
Продвинутый пользователь
Отправлено 08 августа 2017 - 00:19
Борис, пла разлагается пиролизно при температуре 200 градусов. На молочную кислоту и азот кажется. В естественных условиях очень долго идет процесс. По трению - согласен. По углам печати - несогласен. Дайте меньше слой и сильнее обдув.
Вдобавок, кроме пла и абс сейчас полно других материалов. У меня есть практически все от говнодряни непонятных замесов до бронзовых и карбоновых филаментов.
А вот хитрость в том что для био систеп типа МА не каждый пластик пойдет совершенно по другому признаку - токсичность пластика и токсичность красителя в пластике.
Я использую английский сертифицированный пла для печати своих кронштейнов для автоподмен воды. Дорогой, зараза, но работает идеально.
Постобработка пла легко идет в диметиле.
Прозрачный PLA родной от Ultimaker тоже думаю без проблем будет.
Чтобы не заворачиваться с красителями можно брать прозрачный.
Нейлон прозрачный тоже без проблем.
Еще несколько типов пластика нормально будут.
Главное не покупать китайское барахло, так как непонятно что они туда намешали.
Продвинутый пользователь
Отправлено 08 августа 2017 - 00:21
Вынужден согласиться. Печать не так дорога, как конструирование модели. Тем более, универсальной.А это вообще утопия
Эти stl-модельки - результат серьезной конструкторской работы и мало кто захочет делиться с ними из любви к искусству.
Кроме того, когда я рисую себе, например, держатель для датчика - я рисую под технические возможности моего принтера, под конкретную толщину стекла в моем сампе, под нужную мне глубину погружения и т.д. Это почти бесполезно для просто владельца принтера, который не умеет рисовать в 3D. А тот кто умеет и сам себе нарисует.
Можно конечно нарисовать универсально, так чтобы подходило под любые условия, стыковалось на нужную длину и т.д.
Но это вообще офигенная работа и такую может проделать только тот, для кого это бизнес.
А он тем более не захочет бесплатно ничего отдавать.
Продвинутый пользователь
Отправлено 08 августа 2017 - 00:24
Очень интересен
2017_0408_23010100.jpg
SBS у меня есть в таблице. Даже что-то из него печатал. Но не помню. По каким-то причинам не пользуюсь. Наверно фирменного нет для моих принтеров. Посмотрю. Спс.



0 пользователей, 1 гостей, 0 анонимных

 |
